服務熱線
前言
DTY筒子退繞性能不良是近年來困擾滌綸長絲生產廠的一個問題。退繞性能不良在現有的各項測試指標中均無法體現。然而卻會引起織造加工時絲條斷頭,織物布面不勻,嚴重影響織造效率和產品質量。
1
DTY退繞不良的產生原因
原料質量的影響
對于DTY筒子的退繞性能來說,POY質量的影響是至關重要的。其影響有以下幾個方面:
(1) 物理指標:POY強伸度偏低,不勻率較高,條干不勻率高,尤其是不同錠位POY筒子伸度差異大于10%,烏氏CV大于1.5%上油不均勻。
(2) 外觀:POY筒子有毛絲,絆絲,筒子內部有飄絲造成的夾心毛絲,疊絲等。
上述POY的質量缺陷都可在后加工過程中使DTY絲條的單絲斷裂或單絲松散缺少抱合,從而使DTY筒子不同層面的絲條互相纏結不能順利退繞。
造成這些POY質量缺陷的原因可分為切片或熔體質量的影響,工藝條件的影響和設備的影響三個方面。切片和熔體質量方面主要是含水率較高(大于0.005%),粘度不均勻,波動大等,造成紡絲時飄絲、斷頭或POY單絲質量不勻。工藝影響主要是組件組裝型式不良,組裝質量差,造成組件過濾效果差。紡絲溫度偏高或偏低,側吹風風速波動大于0.05m/s,使絲條冷卻效果不良,造成絲條單絲不勻。紡絲速度偏高,使絲條在過度拉伸中斷裂或造成單絲的弱點。上油不均勻造成單絲松散,使絲條在后加工過程中單絲斷裂形成嚴重毛絲。成形參數設定不良使POY卷裝筒子產生疊絲或絆絲,從而對后加工產生影響。設備方面一是由于故障或局限不能滿足工藝要求,如切片干燥裝置不能使切片干燥后含水低于0.003%達到紡絲要求而造成紡絲困難,以及由于噴絲板孔、面損壞而產生細絲等;二是導絲器,摩擦輥,成形機構因長期使用磨損而造成絲條損傷或成形不良,影響后加工的順利進行。
2
后加工工藝的影響
工藝參數對絲條退繞性能的影響主要表現在后加工速度過高,拉伸比過大,速比速度不良,加熱箱溫度設定過高,超喂設定不良。這些都會引起DTY斷頭及毛絲降等率上升,使絲條退繞困難。成形參數設定不良,使筒子硬度不一,產生絆絲,疊絲,成形角過大,對DTY筒子中絲條的順利退繞產生不良影響。
3
后加工設備的影響
設備的影響主要集中在導絲器的老化、損傷,加捻皮圈或摩擦片的損傷,加熱器表面、冷卻板表面的結垢或在清潔時對其表面的損傷等,以上因素可使絲條在經過上述器件時受損傷或單絲松散,從而使絲條退繞不良。
4
絡筒油劑
絡筒油劑對退繞的影響在于絡筒油劑不能使DTY絲條保持良好的抱合性,使絲條單絲松散及在高速退繞時產生靜電使絲條間互相纏結,從而對絲條的退繞產生影響。
2
改善DTY退繞性能的方法
提高POY的可紡性和單絲均勻性
POY紡絲應注意干燥及紡絲工藝條件的設定,側吹風系統的一致性和穩定性,組件的組裝質量,過濾材料質量及噴絲板有無損傷,POY上油的均勻性,給予POY良好的物理性能,減少單絲和錠位間的差異。不同錠位的POY伸度差異應低于6%~8%,烏氏CV應低于1%,以保證POY在后加工時不產生毛絲。定期檢查導絲器的損壞狀況,保證POY筒子成形卷裝質量給予POY良好的退繞性能。
2
調整好DTY的加工工藝參數
在保證其他質量指標的前提下,后加工應采用較溫和的加工工藝參數。在工藝的具體設定上,應考慮POY的生產狀況和各項質量指標,一方面適當降低后加工速度,減少拉伸比,適當降低加熱箱溫度,一般第一熱箱溫度不超過205℃,第二熱箱溫度不超過170℃,以降低加工張力。加工張力比應不高于1.2,盡可能掩蓋POY的質量缺陷而不使其缺陷更加突出,另一方面調整好對絲條退繞性能有較大影響的卷裝成形參數。卷裝成形參數主要影響的是筒子的硬度,絆絲,疊絲,成形角和卷裝錐角等。在DTY筒子的成形參數設計方面,應盡可能提高筒子的卷裝硬度,保持筒子硬度的一致性,筒子的卷裝硬度對絲條的退繞性能有著^明顯的影響,表1列出了卷裝硬度對退繞性能的影響。
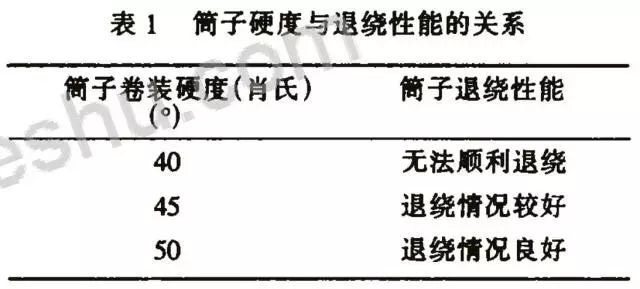
筒子硬度增大雖然對筒子退繞性能有較大改善,但在工藝上卷裝硬度的增加也有限度。由于張力加大,會對其他質量指標如毛絲降等率、染色均勻性等產生較大影響,并且易使DTY筒子產生絆絲。所以要在保證各項質量指標的前提下增加筒子的卷裝硬度。
對成形角和卷裝錐角的選擇也^重要,一般情況下,成形角應不大于16°。在卷裝錐角的選擇上是錐角小,DTY筒子的退繞性能好,但錐角太小會增加生產消耗,綜合考德,以75°為宜。
3
加強后加工設備的檢查
定期檢查設備的元器件包括導絲器,加捻元件,羅拉皮圈(膠輥),加熱箱表面和冷卻板表面,羅拉及摩擦輥表面,發現有損傷的元器件要及時更換。
4
選擇合適的絡筒油劑
好的絡筒油劑應使絲條具有良好的抱合性,退繞時絲條不會出現單絲松散而保持互相粘連,這就要求絡筒油劑有良好的滲透性和抗靜電性,粘度適中,均勻性好,使絲條上油適中,保證絲條的正常退繞。
3
總結
從以上分析可以看出,筒子的退繞性能關系到原料、設備、工藝等多方面因素。改善絲條的退繞性能,則需要對這些影響因素進行綜合治理。
")

")

")
")


")